Подробнее о товаре ЦН-6Л
Рассчитать стоимость ЦН-6Л
Похожие товары
Рекомендуемое значение тока (А)

Характеристики плавления электродов
Характеристики плавления электродов
-
Коэффициент наплавки, г/Ач: 14,0
-
Расход электродов на 1кг наплавленного металла, кг: 1,4
Основные характеристики металла шва и наплавленного металла
Механические свойства наплавленного металла
Твердость после термообработки отпуск 725°С, 1ч.;
Замедленное охлаждение до 200°С), HRCэ: 29,5-39,0
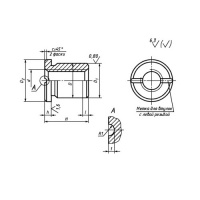
Электрод ЦН-6Л
Тип Э-08Х17Н8С6Г
Электроды марки ЦН-6Л предназначены для ручной дуговой наплавки уплотнительных поверхностей деталей арматуры котлов, работающих при температуре до 570°С и давлением до 78МПа.
Наплавка в нижнем и наклонном положениях постоянным током обратной полярности.
ГОСТ 9466-75
ГОСТ 10051-75
ТУ 1272-058-01055859-2003
DIN8555: E3-UM-300Z
Э-08Х17Н8С6Г-ЛЭЗЦН-6Л-Ø-НД / Е-300/33-2-Б40